Velocità di piegatura: quale tipologia di piegatrice scegliere
Tutti ricerchiamo la velocità in produzione, caratteristica che, tradotta in altri termini,...

Due settimane fa abbiamo discusso di quanto sia importante conoscere le problematiche ricorrenti della piegatura della lamiera e abbiamo visto quali sono le prime due casistiche, ovvero le forature parziali e le preforature con diametro inferiore.
Oggi ci occupiamo di approfondire ancora un poco il tema delle forature, introducendo i tagli di sfogo e finiremo parlando dell'utilizzo di matrici per piega tangenziale. Sei pronto?
Consiste nel prevedere un taglio in corrispondenza della linea di piega che consenta la piegatura del lembo fino all’apice della scantonatura.
Il taglio può essere successivamente ripristinato mediante saldatura oppure lasciato aperto a seconda dell’utilizzo finale del pezzo.
Anche questo metodo, dove consentito, garantisce risultati assolutamente di rilievo.
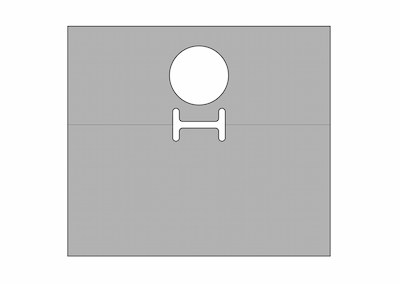
Consiste nel praticare dei tratti tagliati o delle vere e proprie finestrelle che interrompono la linea di piega in corrispondenza dei fori. In presenza di uno spessore elevato, i tagli semplici provocano delle lacerazioni sulle estremità dell’interruzione della linea di piega.
Questo fenomeno può non rappresentare un problema, a maggior ragione se è previsto il ripristino del raggio esterno tramite saldatura e molatura. Tuttavia, in presenza di elementi soggetti a fatica e carichi elevati, è consigliabile operare in maniera diversa, ad esempio come in questa immagine, dove, grazie a un taglio a forma di H, si evitano del tutto le lacerazioni e potenziali inneschi di cricche.
La riduzione della larghezza della matrice è una tecnica che trova la sua migliore applicazione quando è prevista già in ufficio tecnico.
In fase di disegno o progettazione, se vi sono le conoscenze adeguate, è già possibile capire se la deformazione dei fori può essere evitata con questo sistema e se l’officina dispone dell’attrezzaggio adatto allo scopo.
In caso affermativo l’ufficio tecnico dovrà necessariamente generare uno sviluppo adatto alla nuova condizione. Ciò significa anche che è buona regola dichiarare sul disegno qual è la matrice da utilizzare in produzione per ottenere il pezzo corretto.
Ridurre la larghezza di una matrice, come già descritto, provoca nella lamiera un raggio di piegatura più ridotto con la conseguenza di ottenere un pezzo dalle dimensioni finite più contenute rispetto a quanto desiderato.
Come già trattato in questo volume, esistono tre modalità di piegatura, ognuna con le proprie peculiarità: piegatura” in aria”, “a fondo matrice” e “coniatura”.
In base a quale modalità viene adottata, si ha come effetto una differente costanza nella sagoma dei fori durante la piegatura.
Lavorando “in aria”, infatti, la lamiera è totalmente libera e in sospensione sulla matrice e questo approccio risulta la condizione meno favorevole per preservare i fori dalla deformazione.
Per questo è più indicato l’utilizzo di una omologa matrice a 88° per modalità a “fondo cava”.
In questo caso le facce interne della matrice, entrando in contatto con la lamiera, ribadiscono le deformazioni riportando i fori alla forma iniziale.
Se viene richiesta una precisione elevata è bene prevedere l’uso di questa tecnica già in fase di determinazione dello sviluppo di un pezzo.
Ormai da diversi anni sono proposte sul mercato delle particolari matrici dotate di semi-rulli fresati e alloggiati su apposite sedi. 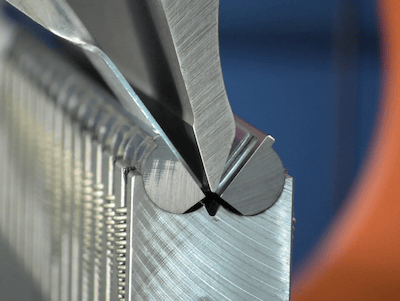 La posizione dei suddetti rulli è mantenuta grazie a delle molle che ne permettono il movimento e il ritorno alla posizione iniziale orizzontale.
La posizione dei suddetti rulli è mantenuta grazie a delle molle che ne permettono il movimento e il ritorno alla posizione iniziale orizzontale.
Le matrici per piega tangenziale o “oscillanti” presentano molti vantaggi a fronte di un costo di acquisto piuttosto elevato e una larghezza più ampia delle matrici tradizionali che rende più complessa la realizzazione di pieghe a “Z” ravvicinate.
Nel prossimo articolo completeremo il tema delle problematiche più comuni parlando dei riccioli di sfogo. Se non l'hai ancora fatto, ti consigliamo di iscriverti alla newsletter VICLA!

Tutti ricerchiamo la velocità in produzione, caratteristica che, tradotta in altri termini,...
La pressa piegatrice ibrida costituisce la più recente evoluzione della piegatura nel mercato...