
Great Success for VICLA's Bending Class
The ever-increasing demand for skilled pressbrake operators, who possess both practical know-how...

Two weeks ago we discussed how important it is to know the recurring problems of sheet metal bending and we saw what the first two cases are, i.e. partial drilling and pre-drilling with a smaller diameter.
Today we are going to delve a little deeper into the theme of drilling, introducing vent cuts and we will end by talking about the use of tangential bend dies. Are you ready?
It consists of providing a cut at the bend line that allows the flap to be bent up to the apex of the notch.
The cut can then be restored by welding or left open depending on the end use of the piece.
This method, where permitted, also guarantees absolutely outstanding results.
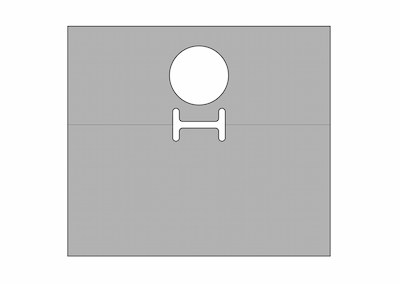
It consists of making cut strokes or real windows that interrupt the bend line at the holes. In the presence of a high thickness, simple cuts cause tears on the ends of the bend line break.
This phenomenon may not be a problem, even more so if the external radius is restored through welding and grinding. However, in the presence of elements subject to fatigue and high loads, it is advisable to operate in a different way, for example as in this image, where, thanks to an H-shaped cut, tears and potential crack triggers are completely avoided.
The reduction of the width of the matrix is a technique that finds its best application when it is already provided for in the technical office.
At the drawing or planning stage, if there is the appropriate knowledge, it is already possible to understand whether the deformation of the holes can be avoided with this system and whether the workshop has the right tooling for the purpose.
If so, the technical department will necessarily have to generate a development suitable for the new condition. This also means that it is a good rule of thumb to state on the drawing which is the die to be used in production to obtain the correct part.
Reducing the width of a die, as already described, causes a smaller bending radius in the sheet metal with the consequence of obtaining a part with a smaller finished size than desired.
As already discussed in this volume, there are three folding methods, each with its own peculiarities: "air folding", "matrix bottom" and "coining". Depending on which mode it is adopted, there is a different constancy in the shape of the holes during bending.
Working "in air", in fact, the sheet metal is totally free and suspended on the die and this approach is the least favorable condition to preserve the holes from deformation.
For this reason, it is more suitable to use an 88° homologated matrix for "hollow bottom" mode. In this case, the internal faces of the die, coming into contact with the sheet metal, reaffirm the deformations bringing the holes back to their initial shape.
If high precision is required, it is advisable to consider the use of this technique already when determining the development of a part.
For several years now, special dies have been offered on the market equipped with milled semi-rollers and housed on special seats.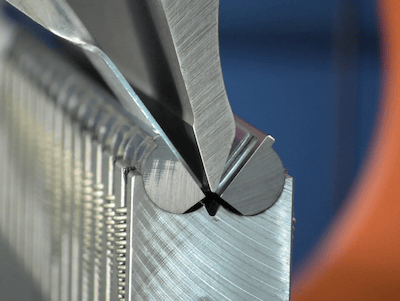
The position of these rollers is maintained by springs that allow them to move and return to their initial horizontal position.
Tangential or "oscillating" bend dies have many advantages in the face of a rather high purchase cost and a wider width than traditional dies that makes it more complex to make closely spaced "Z" folds.
In the next article we will complete the topic of the most common problems by talking about venting curls. If you haven't already done so, we recommend subscribing to the VICLA newsletter!
The ever-increasing demand for skilled pressbrake operators, who possess both practical know-how...
During the last 10 years, industries across all sectors have actively participated in a significant...
Cold bending of AISI 304 stainless steel is a fundamental process in the food industry. To achieve...